表面粗糙度比較樣塊13851526892表面粗糙度比較樣塊13851526892
表面粗糙度比較樣塊13851526892產品名稱 加工方法 規格 Ra值um 塊數 國家標準 表面粗糙度比較樣塊 車外圓 組合式 0.8、1.6、3.2、6.3 32 GB6060.2-85 鏜內孔 0.8、1.6、3.2、6.3 刨 0.8、1.6、3.2、6.3 平銑 0.8、1.6、3.2、6.3 端銑 0.8、1.6、3.2、6.3 磨外圓 0.1、0.2、0.4、0.8 平磨 0.1、0.2、0.4、0.8 研磨 0.1、0.05、0.025、0.012 表面粗糙度比較樣塊 車外園 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨外園 0.1、0.2、0.4、0.8 表面粗糙度比較樣塊 刨加工 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 平磨 0.1、0.2、0.4、0.8 表面粗糙度比較樣塊 平銑 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 端銑 0.8、1.6、3.2、6.3 表面粗糙度比較樣塊 鏜內孔 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨內孔 0.1、0.2、0.4、0.8 表面粗糙度比較樣塊 手研 單組式 0.1、0.05、0.025、0.012 4 表面粗糙度比較樣塊 電火花線切割 單組式 0.63、1.25、2.5、5.0、10 5 GB6060.3-86 表面粗糙度比較樣塊 電火花 單組式 0.4、0.8、1.6、3.2、6.3、12.5 6 GB6060.3-86 表面粗糙度比較樣塊 拋光 單組式 0.8、0.4、0.2、0.1、0.05、0.025、0.012 7 GB6060.4-88 表面粗糙度比較樣塊 鑄造鋼鐵砂型 單組式 3.2、6.3、12.5、25、50、100、800、1000 8 GB6060.1-85 表面粗糙度比較樣塊 拋噴丸 單組式 0.2、0.4、0.8、1.6、3.2、6.3、12.5、25、50、100 10 GB6060.5-88 表面粗糙度比較樣塊 噴砂 單組式 0.8、1.6、3.2、6.3、12.5、25 6 表面粗糙度比較樣塊 拋噴丸+噴砂 雙組式 綜合以上二項 16 GB6060 粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度 粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度粗糙度表面粗糙度電 話:(86)025-51194607/51194327-805傳 真:(86)025-51194605 手 機: (24小時服務):13851526892劉秋莎 小姐郵箱: unitway1@163.comMSN:unitway_sales1@hotmail.com
dcgz表面粗糙度比較樣塊廠家供應
表面粗糙度比較樣塊 表面粗糙度比較樣塊是檢查加工后工件表面的一種比對量具,它的使用方法是以樣塊工作面的表面粗糙度為標準,憑觸覺(如手摸)或視覺(可借助放大鏡、比較顯微鏡等)與待檢查的工件表面進行比對,從而判別被檢查表面的表面粗糙度是否合乎要求。這是一種定性的檢查工具。 在用比較樣塊對工件表面進行比較時,所選用的樣塊和被檢查工件的加工方法必須相同。同時樣塊的材料、形狀、表面色澤等應盡可能地與被檢查工件一致。判斷的準則是根據工件加工痕跡的深淺來決定表面粗糙度是否符合圖紙(或工藝)要求。當被檢查工件表面的加工痕跡深淺程度相當或者小于樣塊工作面加工痕跡深度時,則被檢查工件表面粗糙度一般不大于樣塊的標記公稱值。 用比較樣塊比對的方法雖簡便、快速、經濟實用,但只能定性測量,無法得到表面粗糙度的定量值。比較法要求檢驗者具有豐富的實踐經驗。因此,比較法用于具有一般而不是嚴格要求的表面粗糙度的零件表面。
達昌公司主打產品:框式水平儀,達昌牌合像水平儀、條式水平儀、斷面銑床,鑄鐵平板、檢驗組合平臺、實驗室基礎平臺、鎂鋁平尺、鎂鋁方尺、鎂鋁寬座直角尺、鎂鋁刀口尺、鋼件量具,方箱、平行平尺、方尺、直角尺、彎板、階梯墊鐵、等高墊鐵、偏擺檢查儀、齒輪跳動檢查儀、 水平儀,等精密量具產品遠銷美國、德國、日本、韓國等國家深受國內外客戶的好評。
了解更多產品知識請登錄:http://www.hgslj.cn
HC型 粗糙度比較樣塊,粗糙度樣塊,粗糙度標準塊,標準模塊,粗糙度

設備概述:
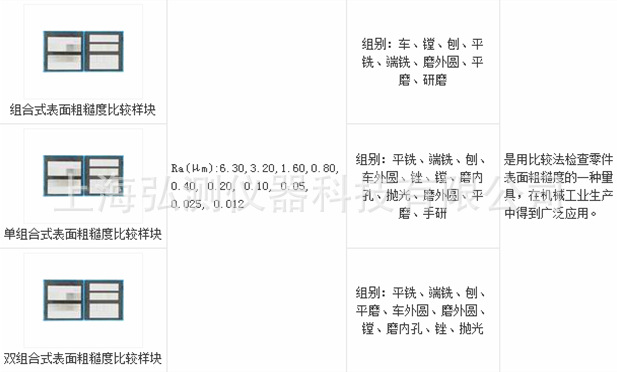
表面粗糙度比較樣塊是用比較法檢查零件表面粗糙度的一種量具,在機械工業生產中得到廣泛的應用。符合GB標準。
技術指標:
l 組合式表面粗糙度比較樣塊
| 組別 | Ra(μm) | 質量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 車 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.142 |
| 鏜 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 平銑 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 端銑 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨外圓 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 研磨 |
|
|
|
|
|
| ○ | ○ | ○ | ○ | |
l 單組合式表面粗糙度比較樣塊
| 組別 | Ra(μm) | 質量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 平銑 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.046 |
| 端銑 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 車外圓 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 銼 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 鏜 | ○ | ○ | ○ |
|
|
|
|
|
|
| |
| 磨內孔 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 拋光 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 磨外圓 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 手研 |
|
|
|
|
|
| ○ | ○ | ○ | ○ | |
l 雙組合式表面粗糙度比較樣塊
| 組別 | Ra(μm) | 質量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 平銑 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.054 |
| 端銑 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 車外圓 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨外圓 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 鏜 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨內孔 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 銼 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 拋光 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |


表面粗糙度比較樣塊表面粗糙度比較樣塊
廠家生產特價直銷表面粗糙度比較樣塊高輝精密產“表面粗糙度比較樣塊”國家標準通過審查 比較樣塊,表面粗糙度比較樣塊,粗糙度儀高輝機電
產品名稱 粗糙度加工方法 規格 粗糙度Ra值um 塊數 符合國標表面粗糙度比較樣塊 車外圓 組合式 0.8、1.6、3.2、6.3 32 GB6060.2-85 鏜內孔 0.8、1.6、3.2、6.3 刨 0.8、1.6、3.2、6.3 平銑 0.8、1.6、3.2、6.3 端銑 0.8、1.6、3.2、6.3 磨外圓 0.1、0.2、0.4、0.8 平磨 0.1、0.2、0.4、0.8 研磨 0.1、0.05、0.025、0.012 表面粗糙度比較樣塊 車外園 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨外園 0.1、0.2、0.4、0.8 表面粗糙度比較樣塊 刨 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85表面粗糙度比較樣塊 平磨 0.1、0.2、0.4、0.8 表面粗糙度比較樣塊 平銑 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85表面粗糙度比較樣塊 端銑 0.8、1.6、3.2、6.3 表面粗糙度比較樣塊 鏜內孔 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85表面粗糙度比較樣塊 磨內孔 0.1、0.2、0.4、0.8 表面粗糙度比較樣塊 手研 單組式 0.1、0.05、0.025、0.012 4 表面粗糙度比較樣塊 平磨 單組式 0.1、0.2、0.4、0.8 4 表面粗糙度比較樣塊 電火花線切割 單組式 0.63、1.25、2.5、5.0、10 5
GB6060.3-86表面粗糙度比較樣塊 電火花 單組式 0.4、0.8、1.6、3.2、6.3、12.5 6
GB6060.3-86表面粗糙度比較樣塊 拋光 單組式 0.8、0.4、0.2、0.1、0.05、0.025、0.012 7
GB6060.4-88表面粗糙度比較樣塊 鑄造鋼鐵砂型 單組式 3.2、6.3、12.5、25、50、100、800、1000
8 GB6060.1-85表面粗糙度比較樣塊 拋噴丸 0.2、0.4、0.8、1.6、3.2、6.3、12.5、25、50、100
10 GB6060.5-88表面粗糙度比較樣塊 噴砂 0.8、1.6、3.2、6.3、12.5、25 6 表面粗糙度比較樣塊 拋噴丸+噴砂 綜合以上二項 16 GB6060.5-88表面粗糙度標準對比中國期刊全文數據庫 廠家生產直銷表面粗糙度比較樣塊,我司保存:有大量現貨庫存全國價銷售供應,當天發貨,廠家直當時還生產銷售單刻線玻璃標準樣塊、多刻線玻璃標準樣塊,單、多刻線不銹鋼標準樣塊等,我司保存:
有大量現貨庫存全國價銷售供應,當天發貨。
1.以上產品具有國家計量生產資質,符合國家計量檢定標準。 2.可委托我司進行產品計量檢定。 當時還生產銷售單刻線玻璃標準樣塊、多刻線玻璃標準樣塊,單、多刻線不銹鋼標準樣塊等,我司保存:
有大量現貨庫存全國價銷售供應,當天發貨。表面粗糙度比較樣塊有如下幾種:組合式樣塊、車外圓、鏜內孔、刨、平銑、端銑、磨外圓、平磨、研磨、車外園、磨外園、刨、平磨、平
銑、端銑、鏜內孔、磨內孔、手研、平磨、電火花線切割、電火花拋光、鑄造鋼鐵砂型、拋噴丸、噴砂、拋噴丸+噴砂 廠家生產直銷表面粗糙度比較樣塊,我司保存:有大量現貨庫存全國價銷售供應,當天發貨,廠家直
銷
表面粗糙度比較樣塊 .
表面粗糙度比較樣塊 Ra值um的國家標準規范
加工方法 規格 Ra值um 塊數 符合國標 車外圓 組合式 0.8、1.6、3.2、6.3 32 GB6060.2-85 鏜內孔 0.8、1.6、3.2、6.3 刨 0.8、1.6、3.2、6.3 平銑 0.8、1.6、3.2、6.3 端銑 0.8、1.6、3.2、6.3 磨外圓 0.1、0.2、0.4、0.8 平磨 0.1、0.2、0.4、0.8 研磨 0.1、0.05、0.025、0.012 車外園 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨外園 0.1、0.2、0.4、0.8 刨 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 平磨 0.1、0.2、0.4、0.8 平銑 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 端銑 0.8、1.6、3.2、6.3 鏜內孔 雙組式 0.8、1.6、3.2、6.3 8 GB6060.2-85 磨內孔 0.1、0.2、0.4、0.8 手研 單組式 0.1、0.05、0.025、0.012 4 平磨 單組式 0.1、0.2、0.4、0.8 4 電火花線切割 單組式 0.63、1.25、2.5、5.0、10 5 GB6060.3-86 電火花 單組式 0.4、0.8、1.6、3.2、6.3、12.5 6 GB6060.3-86 拋光 單組式 0.8、0.4、0.2、0.1、0.05、0.025、0.012 7 GB6060.4-88 鑄造鋼鐵砂型 單組式 3.2、6.3、12.5、25、50、100、800、1000 8 GB6060.1-85 鑄造鋼鐵砂型0.2、0.4、0.8、1.6、3.2、6.3、12.5、25、50、100 10 GB6060.5-88 鑄造鋼鐵砂型 0.8、1.6、3.2、6.3、12.5、25 6 拋噴丸+噴砂 綜合以上二項 16 GB6060.5-88
表面粗糙度比較樣塊
專業生產表面粗糙度比較樣塊(Ra值、加工方法、出廠報價)Ra值/ 雙組式、組合式、單組式、出廠、生產、廠家產品名稱 加工方法 規格 Ra值um 每組塊數 優惠價表面粗糙度比較樣塊 車外園、磨外園、刨、平磨、鏜內孔、平銑、端銑、研磨 組合式 6.3、3.2、1.6~0.012 32 出廠價格表面粗糙度比較樣塊 車外園、磨外園 雙組式 6.3~0.1 8 出廠價格表面粗糙度比較樣塊 刨、平磨 雙組式 6.3~0.1 8 出廠價格表面粗糙度比較樣塊 平銑、端銑 雙組式 6.3~0.8 8 出廠價格表面粗糙度比較樣塊 鏜內孔、磨內孔 雙組式 6.3~0.1 8 出廠價格表面粗糙度比較樣塊 手研、機研 雙組式 0.1~0.012 8 出廠價格表面粗糙度比較樣塊 車外圓 單組式 6.3~0.8 4 出廠價格表面粗糙度比較樣塊 刨 單組式 6.3~0.8 4 出廠價格表面粗糙度比較樣塊 鏜內孔 單組式 6.3~0.8 4 出廠價格表面粗糙度比較樣塊 銼 單組式 6.3~0.8 4 出廠價格表面粗糙度比較樣塊 平銑 單組式 6.3~0.8 4 出廠價格表面粗糙度比較樣塊 端銑 單組式 6.3~0.8 4 出廠價格表面粗糙度比較樣塊 平磨 單組式 0.8~0.1 4 出廠價格表面粗糙度比較樣塊 磨內孔 單組式 0.8~0.1 4 出廠價格表面粗糙度比較樣塊 磨外圓 單組式 0.8~0.1 4 出廠價格表面粗糙度比較樣塊 手研 單組式 0.1~0.012 4 出廠價格表面粗糙度比較樣塊 機研 單組式 0.1~0.012 4 出廠價格表面粗糙度比較樣塊 線切割 單組式 1.6、3.2、2.5、5.0、6.3 5 出廠價格表面粗糙度比較樣塊 電火花 單組式 0.4~25 6 出廠價格表面粗糙度比較樣塊 拋光 單組式 0.8~0.012 7 出廠價格表面粗糙度比較樣塊 鑄造鋼鐵砂型 單組式 6.3~100 8 出廠價格表面粗糙度比較樣塊 拋噴丸+噴砂 0.2~100 16 出廠價格表面粗糙度比較樣塊 0.8~25 出廠價格
表面粗糙度比較樣塊特價供應表面粗糙度比較樣塊廠家特價直銷
表面粗糙度比較樣塊 表面粗糙度比較樣塊是檢查加工后工件表面的一種比對量具,它的使用方法是以樣塊工作面的表面粗糙度為標準,憑觸覺(如手摸)或視覺(可借助放大鏡、比較顯微鏡等)與待檢查的工件表面進行比對,從而判別被檢查表面的表面粗糙度是否合乎要求。這是一種定性的檢查工具。 在用比較樣塊對工件表面進行比較時,所選用的樣塊和被檢查工件的加工方法必須相同。同時樣塊的材料、形狀、表面色澤等應盡可能地與被檢查工件一致。判斷的準則是根據工件加工痕跡的深淺來決定表面粗糙度是否符合圖紙(或工藝)要求。當被檢查工件表面的加工痕跡深淺程度相當或者小于樣塊工作面加工痕跡深度時,則被檢查工件表面粗糙度一般不大于樣塊的標記公稱值。 用比較樣塊比對的方法雖簡便、快速、經濟實用,但只能定性測量,無法得到表面粗糙度的定量值。比較法要求檢驗者具有豐富的實踐經驗。因此,比較法用于具有一般而不是嚴格要求的表面粗糙度的零件表面。 為了統一比較樣塊的制造與使用,比較樣塊的精確度和質量要求,我國相繼發布了六項比較樣塊的國家標準,現分別進行介紹。 節 鑄造表面粗糙度比較樣塊 鑄造表面被人們認為是很粗糙的表面,所以對其表面粗糙度一般不加以控制與評定,設計者在零件圖上對鑄造表面只標注不加工符號。但隨著鑄造加工工藝的發展及鑄造表面質量的不斷提高,對鑄件表面粗糙度的控制與評定引起有關行業和部門的重視。設計者根據功能要求在圖樣上規定了鑄造表面粗糙度要求。評定鑄造表面粗糙度時,的方法是樣塊比較法。 GB/T6060.1--1997《表面粗糙度比較樣塊 鑄造表面》規定了鑄造金屬表面粗糙度比較樣塊的特征,該樣塊用來與它表征的合金材質和鑄造方法相同的,并經過適當方法(如噴丸、噴砂、滾筒等方法)清理的鑄件表面,通過視覺和觸覺進行比較,評定鑄造表面的粗糙度。標準的比較樣塊還可作為特定鑄造工藝和鑄件表面粗糙度選用的參考依據。 鑄造表面粗糙度比較樣塊是表征特定合金材質和鑄造方法的已知表面輪廓算術平均偏差Ra或微觀不平度十點高度Rz值的樣塊。按鑄造類型、合金種類、鑄造方法所能達到的粗糙度數值分類,并規定了它的結構尺寸及標志。 一、樣塊的分類及參數值 鑄造表面比較樣塊按鑄造工藝及材質的不同分成兩大類共15種 二、樣塊的制造方法 1.樣塊應按下列方法制造: 1)用電鑄法復制的表面的陽模; 2)用塑料或其他材料復制的表面的陽模; 3)直接用表征的合金材質和鑄造方法制造的表面。 2.復制樣塊用的原始母模的表面,必須體現要表征的特定鑄造金屬及合金材質和鑄造方法的粗糙度特征的真實鑄件表面(允許采用噴丸、噴砂、滾筒清理等適當方法清理),并且符合規定的表面粗糙度參數值。 三、樣塊的表面特征 1.樣塊表面應呈現它所要表征的特定鑄造金屬及合金材質和鑄造方法產生的鑄造表面粗糙度特征,而不應含有表面粗糙度以外的其他表面特征(盡管這些特征可能是實際鑄件表面所允許存在的),如波紋度、缺陷等。 2.樣塊表面的色澤,應是它所表征的特定鑄造金屬及合金材質鑄件表面所能出現的色澤。
以上資料由南京高輝精密樣板工具廠提供生產銷售單刻線玻璃標準樣塊、多刻線玻璃標準樣塊,單、多刻線不銹鋼標準樣塊等,我司:有大量現貨庫存全國價銷售供應,當天發貨。
1.以上產品具有國家計量生產資質,符合國家計量檢定標準。 2.可委托我司進行產品計量檢定。 南京高輝機電有限公司電話:(86)85352928傳真:(86)025-85357490手機(24小時服務):15996345025 邵祥祥先生地址:中國江蘇省南京市玄武區北苑之星11-305詳情來源請登錄主頁:http://www.highhui.com郵箱:pcsxq@163.com郵編:210028
表面粗糙度比較樣塊有如下幾種:組合式樣塊、車外圓、鏜內孔、刨、平銑、端銑、磨外圓、平磨、研磨、車外園、磨外園、刨、平磨、平銑、端銑、鏜內孔、磨內孔、手研、平磨、電火花線切割、電火花拋光、鑄造鋼鐵砂型、拋噴丸、噴砂、拋噴丸+噴砂
FGH拋噴丸表面粗糙度比較樣塊
| 拋噴丸表面粗糙度比較樣塊的詳細資料: |
| 表面粗糙度樣塊又稱為表面粗糙度樣板,表面粗糙度樣板,光潔度樣塊,光潔度樣板,是通過視覺和觸覺直觀判斷被加工件表面粗糙度或表面光潔度是否符合圖紙Ra值要求的測量工具,與粗糙度儀相比,具有價格低廉,使用簡單,攜帶方便等優點。
|
最新產品
- MQT-130/3.0型氣動錨桿鉆機 2024/12/23 1:43:54
- 24kg猴車抱索器 2024/12/23 1:42:47
- 礦用電纜夾板 2024/12/23 1:40:51
- 醫院輸血輸液用術中加熱器 2024/12/22 21:15:50
- 醫院輸血輸液用恒溫加溫器 2024/12/22 21:15:27
- 靜脈輸液輸血加熱器 2024/12/22 21:12:00
- 術中病人輸液恒溫加熱器 2024/12/22 21:11:31
- 術中輸液輸血恒溫器 2024/12/22 21:11:09
- 智能輸液加熱器 2024/12/22 21:10:35
- 輸液輸血加熱器 2024/12/22 21:07:43
- 輸液用恒溫加熱器 2024/12/22 21:07:18
- 醫用輸液加溫器 2024/12/22 21:06:52
- 手術室輸血輸液加溫器 2024/12/22 21:03:07
- 美國泰伯Taber350磨輪修復機Taber Wheel Refacer 2024/12/22 18:00:52
- 安滿能防靜電濾筒 除塵濾芯 2024/12/22 17:55:42
- Taber710五指刮擦儀1mm 7mm碳化鎢刮擦指尖 2024/12/22 17:02:01
- General Motors DMN3943五指刮擦儀 2024/12/22 16:58:35
- Chrysler LP-463DD-18-01耐劃傷摩擦試驗機 2024/12/22 16:57:25
- Ford FLTM BN 108-13耐刮擦性試驗美國泰伯爾Taber710 2024/12/22 16:55:31
- Taber550劃痕刮傷 美國taber磨耗儀 2024/12/22 16:14:05
- Taber550 Taber551劃痕刮傷試驗機 2024/12/22 16:13:38
- 美國泰伯爾Taber551劃痕刮傷試驗機 2024/12/22 16:10:20
- 牛羊養殖飼料投料車 三輪式喂料車 刮板出料柴油撒料車 2024/12/22 14:33:39
- 省人工三輪撒料車 牛羊青儲飼料喂料車 螺旋出料拋草機 2024/12/22 14:26:36
- 牛羊電動螺旋撒料車 雙側出料投料機 自走式三輪喂料車 2024/12/22 14:20:49
- 定制玻璃鋼拉擠模具 2024/12/22 13:56:34
- 水凝膠高低溫拉伸試驗機 2024/12/22 12:15:05
- 生物材料疲勞試驗機 2024/12/22 12:13:41
- 水泥快速養護箱廠家質量好多少錢 2024/12/22 11:43:59
- 水泥干縮養護箱廠家多少錢 2024/12/22 11:40:34